Лада Ока KAMAZИЯ › Бортжурнал › Станок для разрезки дисков для Разварок.


Всем привет!Когда первый раз я увидел разварки на машинах в своем городе, мне понравилось как вид авто улучшается в лучшую сторону…
Долго я искал в интернете как сделать этот мини станок для разрезки дисков но ничего почти толкового не нашел…
И решил!
А сделаю ка я сам…
И вам расскажу., наверняка много кто заинтересован в самом процессе изготовления этих разварок и хочет себе сделать…
Для изготовления Этого станка я потратился по нимимуму.
Итак, что было использовано для его изготовления.
Швейлер 10х5 (такого вполне достаточно.)
Ступица заднего колеса от ПП ВаЗ
Крепление Самой ступицы(пластина на балке(с резьбовыми отвестиями) к которой как раз таки прикручивается ступица ), вырезал ее аккуратно от ненужной мне балки …
Далее взял два угольника(5х5), сварил между собой буквой П
После чего в эту самую букву П спокойно залезло креление ступицы(с резьбовыми отвестиями)
Обвариваем и у нам получается параллелепипед с торцов у которого пустота.
Далее, просверливаем отверстия на швейлере и на нашем параллелепипеде с обратной стороны(4шт)(просверливаем то место где сварены между собой два угольника)
Вставляем проставки примерно на 2-4 см.(Для этого я использовал гайки м16 и подшипники ненужные)(для того чтобы крепление было не вплотную к швейлеру.
Прикручиваем болтами, лучше м8.будет намного легче.
И далее делаем крепление для болгарки…
Берем полосу железа примерной толщиной 5мм (ширина порядка 5 см) и полоску толщиной 3мм для крепления самой болгарки.
Полоску толщиной 3мм сгидаем буквой П под вашу болгарку и сверлим в ней отверстия под установку.Далее ту полоску привариваем к Полосе 5мм.
Все!
Самое тяжелое закончилось.
Пока у нас наживлен диск на ступицу и полгарка прикручена к креплению по месту смотрим где примерно у нас будет отверстие под шпильку М16, на которой как раз таки и будет «крутиться болгарка с креплением).Сверлим отверстия и …С обратной стороный швейлера привариваем гайку.далее просто закручиваем гайку, либо регулируем по ширине шайбами…
А кстате, еще с обратной стороны подвариваем пластины для прикрепления станка к стенке…
И ВСЕ!ПИЛИМ ПИЛИМ ПИЛИМ!И РАДУЕМСЯ
В общем то ВСЁ!СПАСИБО за просмотр, думаю кому то пригодится мой опыт.Подписывайтесь, нажимайте Мне Нравится, Спасибо
Сообщества › Разварки › Блог › Методы изготовления разварок.

В данной статье постараюсь вкратце описать самые распространенные способы переделки железных дисков и отметим самые главные нюансы, которые нужно учитывать при самостоятельном изготовлении.
При расширении железных дисков, преобладают два самых распространенных способа — №1, 2. Остальные варианты переделки диска достаточно редкие и сложнее в изготовлении, чем первые два способа.
На картинке показаны варианты изменения ширины и вылета, красным указаны добавленные и измененные элементы.
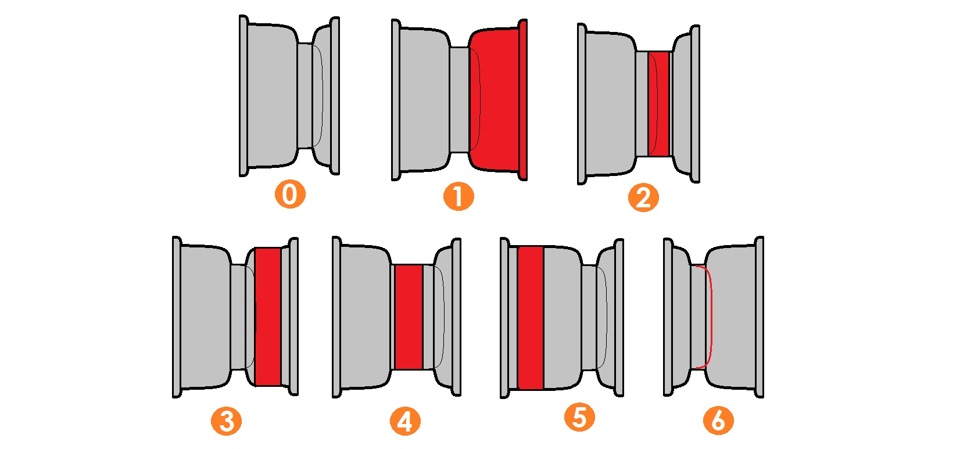
Вариант №1.
Достаточно простой способ расширения диска.
Для изготовления одной разварки нужно два диска, у одного диска снять передний обод у другого задний, и соединить диск без переднего обода с задним ободом. В некоторых случаях с заднего обода нужно удалять остатки ступичной части диска – достаточно трудоемкий процесс.
Но есть и нюансы которые могут превратить разварки в металлом – не возможность одевания резины. Как это исправить и из-за чего, это происходит и какие диски выбирать, рассказывается видео на примере дисков Мерседес.
Вариант №2.
Не самый простой способ переделки диска.
Для расширения диска требуется:
Металлическая пластина, соответствующая толщине обода диска, прокатанная в необходимый диаметр на вальцах.
Не будем писать много текста, все ясно и понятно, о изготовлении разварки со вставкой пластины вы увидите в видео:
Общее.
У всех вариантов расширения общее то, что они разрезаются либо на токарном станке или болгаркой.
Хотелось бы отметит, ровность разварки не может завесить от точности разреза к примеру на токарном станке, полагается на это не стоит.
Ровный разрез влияет только на торцевое биение, а на радиальное он влиять не может. Радиальное биение при изготовлении присутствует почти всегда.
У всех видов расширения дисков есть один большой минус, это возможность сильного биения при не правильном изготовлении, это относится ко всем вариантам изготовления и их комбинациям.
На это обращать внимание.
Самый доступный способ избежать сильного биения, тем кто сам для себя делает разварки, это поставить еще не проваренный диск на ступицу автомобиля и покрутить его, постараться убрать биение.
Это может быть достаточно трудоемко и это будет самым сложным процессом во всем этапе изготовления разварки, так же обод может повести, это тоже достаточно рисковый фактор, особенно у вариантов №2,3,5.
Отметим.
Хотелось бы еще отметить, вариант разварки №6 так называемые «перевертыши».
Данный способ применяют в основном для изменения вылета, но не ширины диска.
Центральную часть диска смешают или переворачивают относительно обода, применяется достаточно редко в основном для чисто практически целей.
Данный способ так же не является простым, отклонение центральной части в 0,5 мм может привести к торцевому (восьмерке) биению обода, в зависимости от диаметра диска, на 3,4 мм, что гораздо выше нормы.
О сварке.
Сварка самый важный и ответственный элемент в изготовлении разварок.
Для сваривания дисков можно применять как дуговую сварку так и полуавтоматическую.
Кто умеет варить и знает как варить можете не читать.

Бонус.
Для определения ширины диска для автомобиля и сравнений дисков в сети существуют «шинные» калькуляторы. Ссылка на один из калькуляторов:
ссылка
Для подбора резины советую достаточно популярный сайт, большое количество примеров стретча: ссылка
С помощью данных ресурсов можно определить, что вы собственно хотите.
Но более подробно об этих ресурсах и обозначениях, о выборе диска и резины, как определить ширину диска для авто, постараюсь изложить в другой статье, это может пригодиться не только для тех, кто хочет установить разварки но и для тех, кто хочет установить диски не со стандартными параметрами.
Любой участник нашего сообщества может внести свой вклад в данную статью, если у вас есть актуальная и полезная информация она может быть размещена в данной статье с указанием на её автора. Дополнение к статье присылайте Администратору сообщества или создавайте дополнение к статье в блоге сообщества.
Автор не несет ни какой ответственности, при использовании статьи кем либо в качестве мануала.
Сообщества › Кулибин Club › Блог › Станок для разварок


Всем привет!
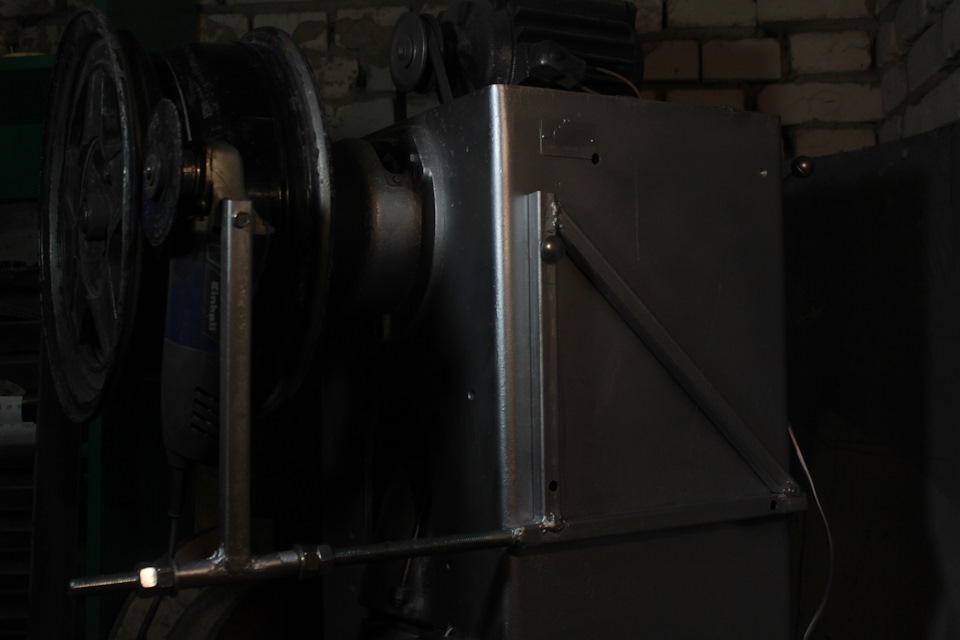
Решил на будущее сделать для своего полировального станка съемную приспособу для разварок.
Делал все в гараже на коленке без всяких чертежей. Главное рулетка, болгарка и сварка. На счет сварочных работ не пинайте сильно, варить только учусь.
Единственное шо заметил, это то что надо еще хомут на болгарку, а в общем все хорошо работает, никаких шатов-все ровно как на токарном, главное чтоб диски ровные были.
Купил:
Квадратную трубу 20х20 2м,
Шпильку 16мм 1м,
Гайки 4шт
Шайбы 2шт
Цена: 100500
Всем мир.
Смотрим фото.
Критикуем, ставим лайки.


Метки: разварки, кастом, розварки, своими руками, станок, тюнинг, диски, алюминиевие
Комментарии 28

конструкция чуть хлипковата, но в процессе поймешь — доработаешь, а так отлично!

Полностью согласен, сегодня закрепил болгарку на две точки, совсем другое дело, а на счет шпильки то вроде все хорошо, но хотелось чтоб конец шпильки тоже был сплошной с конструкцией, было бы жосткише.
А в общем то легкосплав сегодня очень круто разрезал.

делал из штампов. просто на машине руками и все ровно и отлично.www.drive2.ru/l/7301199/ 150 км/ч скорость и все хорошо (больше машина не может) правда только два на жопе
Тоже так делал когда-то, не очень удобно.

Разварки из альки с двумя швами ни разу не видел)))Обычно два комплекта дисков в основу берут, у одного полку срезают и наваривают на второй.Буду наблюдать, интересен результат.А на счёт не быстрой езды, всё зависит от материала и сварщика.Эт всё равно что просто диск восстановить.С умом и руками, будет зашибись по разному.

ну вот, что я говорил)

можно будет обращаться по поводу разварок? )))
пока нет, надо испитать


Мне почему то кажется, что в этой конструкции не будет жесткости, отсюда точность реза будет оставлять желать лучшего. Я бы резьбовую шпильку заменил на трубу, а болгарку закрепил за две точки хотя бы.
А так, ПРИКОЛЬНО!
Чтоб не шаталось затягиваю гайки, так что с жесткость все хорошо, а болгарку действительно надо на две точки закрепить, выше писал что надо еще хомут какой то придумать
алюминий не стоит варить…нарушается структура…
стальные диски можно …
На счет алюминия согласен, но уже многие такое практикуют, и будто ничего
смотря как сварено но на яме на большой скорости развалится…
ямы и скорость это уже другая история, а это для выходного дня
больше 100 не еду
ахах

нормальных единицы…
эти похоже из ложек…))

На счет алюминия согласен, но уже многие такое практикуют, и будто ничего
С этого момента попрошу поподробнее. Кто? Где? Ссылки, если можно. Нужно разварить литьё, либо, если действительно нагрузку не держит, искать другие варианты по колёсам.

На счет алюминия согласен, но уже многие такое практикуют, и будто ничего
Я постоянно наблюдаю авто на разварках. Они еще и занижены, поэтому быстро не ездят и все ямки объезжают. Лежачие полицейские вообще по другим улицам объезжают)))

алюминий не стоит варить…нарушается структура…
стальные диски можно …
Ахахахахаа, какая структура разрушается, от куда этот бред, ты вообще знаешь про отжиг после сварки алюминиевой детали чтоб снять напрежение?
а делает это кто нибудь?
Так вот с этого и надо начинать, а не с того что структура разрушается!
Из интернета:
Исходя из структуры сплава в готовом диске, а также из физики процессов нагревания сплава и его дальнейшего остывания однозначным является то, что литой диск ни при каких обстоятельствах нельзя нагревать, ни локально, ни полностью. Причем, как бы мастера шинного центра не хвалили свое оборудование и навыки, Вы должны понимать, что восстановление первоначальной структуры сплава в условиях шинного центра (любого) просто невозможно.
Главное, что нужно понимать – литые диски производятся путем отлива раскаленного сплава в специальную форму, после чего обязательно проходит процесс закалки и искусственного старения
А что же тогда говорить за заводские литые диски которые собираются методом сварки и поверь такие диски есть в природе!
Сообщества › ВАЗ: Ремонт и Доработка › Блог › Изготовление разварок на ВАЗ своими руками

Здравия желаю!
С праздником, мужики!
Сегодня хочу поделиться своим опытом изготовления разварок на ВАЗ своими руками.
Девизом сей записи можно считать слова: «дело было в автосервисе, делать было нечего». Вот и решил заморочиться и создать разварки из восьми R13 дисков.

По уже сложившейся моей традиции привожу список необходимого материала для изготовления разварок на ВАЗ своими руками.
Инструмент:
1 — Болгарка + обязательно защитные очки (!)
2 — Дрель
3 — Сварочный аппарат
4 — Ступица заднего колеса\оправка\токарный станок\специально изготовленная приспособа
5 — Очень прямые руки из того места
Расходники:
1 — Отрезные круги (1,2 мм)
2 — Электроды
3 — Сверло 11,5 мм по металлу
4 — Круг для грубой шлифовки
5 — Краска (+краскопульт — по желанию)
6 — Молоток, зубило, минусовая прочная отвертка
7 — Диски колесные штампованные (более-менее ровные)
8 — Вагон терпения
Прежде чем начать, скажу сразу — хоть со стороны все выглядит предельно просто, не стоит даже начинать без чего-либо, описанного в списках выше. В дополнение также скажу: из полос разварки делать не делал, не делаю и делать не буду — дорого, муторно и менее надежно.
Вот такая гора дисков нам понадобится для работы:

1 — Подготавливаем основу.
Закрепляем диск — основу и отрезаем ненужный кусок металла, чтобы осталась только основа. Пилим очень аккуратно, чтобы не зацепить саму основу.

Перед тем, как отрезать данный кусок металла с диска — его нужно хорошенько закрепить. Я закреплял на балансировочном станке. Простые смертные могут закрепить на задней ступице авто — разницы особой нет. Единственное — пилить на балансировочнике удобнее) Вот фото уже подготовленной основы для разварки.


2 — Отпиливаем полки от «доноров»
Здесь все похоже на предыдущую операцию. Разрез производим в том же месте, что и у основы!
Только пилить донорский диск нужно насквозь — чтобы осталась только полка. Основу диска (с отверстиями под болты) можно выкинуть.
3 — Удаляем излишки металла с полки.
Это самый, пожалуй, важный пункт.
Самое простое — высверлить точечную сварку (на четвертом фото очень хорошо видны эти злополучные точки). Но для меня это не вариант — потом отверстия придется заваривать\зачищать\снова заваривать.
Другой способ — стачивать тот самый лишний металл болгаркой с шлифовальным кругом по местам самой точечной сварки. Довольно-таки муторно и сложно, но что делать…
Получим примерно следующее: три точки-три запила. Но на диске у нас четыре группы по три точки => итого имеем 12 точек, уфффь! На разных дисках, кстати, количество точек может отличаться, но не сильно.
Далее — зубилом, либо толстой минусовой отверткой сшибаем лишний пропиленный болгаркой металл. Главное — не выдрать точечную сварку с корнями. Иначе придется заваривать дыру)


Вот так выглядит наша полка изнутри. На сильные борозды можно не обращать внимание: они будут исправлены сваркой, но их можно немножко подшлифовать для самоуспокоения.

После того, как основы подготовлены, а полки избавлены от лишнего металла — соединяем их воедино.


4 — Центруем — прижимаем — привариваем нашу основу и полку.
Примеряем, центруем. прижимаем. Берем сварочный аппарат, электроды я использовал 3 мм и привариваем полку к основе. Важно: прихватывать нужно в четырех диаметрально-противоположных местах! Иначе диск поведет и ничего хорошего из задуманного не выйдет. Провариваем диск изнутри и снаружи — здесь советов дать не могу, все итак вроде понятно. После сварочных работ не забываем просверлить сверлом на 11,5 мм отверстие для вентиля!

В итоге получим примерно следующее:


Разварки получаются примерно 7,5J. Сравните сами:

5 — Герметизируем шов и красим наши разварки
Шов спокойно герметизируется шовным герметиком. Да и вообще, если нормально проваривать — герметизация в принципе не понадобится. Либо понадобится, но в маленьких количествах.
Далее — придаем эстетический внешний вид наших разварок. Процесс покраски достаточно прост. Подготавливаем поверхность — шкурим, грунтуем, красим. Лично мне нравится белый цвет, но можно и в 2-3 разных ядовито-кислотных покрасить, кому что нравится.

6 — Надевание резины на разварки ВАЗ
После всех манипуляций с краскопультом и последующей сушкой пора бы и приступить к самому интересному — натягиванию резины на наши разварки и установку оных на авто. Скажу сразу — натягивал в одного и без взрыва. Как? Вот так! 🙂
Забортовываем, как на обычный колесный диск. Единственное — пристально следим, чтобы не порвало резину. Потому что такое возможно с вероятностью процентов в 60. Внимание и терпение — наши лучшие друзья. Далее, для надежности, промазываем борта герметиком. В итоге имеем следующее:

Теперь о том, как я натягивал и накачивал резину на разварки.
Первое — зажимаем диск на разбортовочнике и натягиваем резину к верхнему (наружному) борту разварки. Как только резина села — снимаем почти готовое колесо со станка.

Второе — кладем разварку с почти одетой резиной на пол. Подключаем шланг для подкачки к соску. Давим на резину со всех сторон, подавая при этом воздух. Под моим весом внутренний борт покрышки довольно-таки плотно прижался к внутреннему ободу разварки и колесо нормально накачалось без всяких там взрывов.


Ну и самое трепетное и долгожданное — домкратим тачку и быстренько меняем колеса.
Пара слов о косяках.
Я говорю не про маленькие ошибки, а про неисправимые косяки, которые могут возникнуть в процессе резки\сварки и про последствия оных.
Самое важное — во время резки быть предельно аккуратным. Потому что даже новые диски не являются идеально ровными и может случиться непредвиденный запил с последующим разлетом отрезного круга и, в лучшем случае, дело закончится испугом\ссадиной. Также, если основа будет где-то пропилена до критичного состояния (сквозная дыра\щель), если полка будет отрезана неровно, если основа\полка будут плохо отцентрованы, если режимы для сварки будут выбраны неверно (пережог\недожог и т.п.), то получим очень плохой и корявенький результат, который можно будет только выбросить или сдать на металл.
В остальных случаях, без косяков, все получится должным образом и вполне себе круто и четко.
Итоги: плюсы и минусы разварок на ВАЗ.
Минусы:
1 — Сравнительно дорого и трудозатратно
2 — Если у сварщика руки из ж(_о_), существует вероятность поломки диска — хотя о таких случаях я не слышал, но упомянуть, думаю, стоит.
3 — Нужно раскатывать арки, либо делать отрицательный развал. Потому что на заниженной тачке на разварках ездить нереально.
4 — Довольно-таки сложный шиномонтаж (для тех, кто ни разу не надевал резину на разварки)
5 — Разварки тяжелые. Весят, как полторы штамповки, езда на них чуть жестче получается.
6 — Нагрузка на ступичные подшипники возрастает.
Плюсы:
1 — Придает четкий внешний вид машине
2 — Кто знает, что такое разварки — оценит. Кто не знает — тоже очень сильно удивится
3 — Неплохая альтернатива хорошему литью
4 — Возможность установки бескамерной резины (если, опять же, шов загерметизирован нормально)
5 — Поведение машины становится получше: на поворотах держится ровнее, в колею сама не прыгает)
6 — Балансируются колеса нормально. В среднем, по 10-15 грамм грузов на колесо.
Как мы видим — сколько минусов, столько и плюсов. Поэтому, каждый решает сам для себя — нужны ему разварки или нет. Так или иначе, изготовление разварок на ВАЗ — один из многих приятных способов провести время)
Ну и в завершение… вид разварок на автомобиле:

Вот, в принципе, и все на тему разварок.
Всем спасибо за внимание! Очень надеюсь, что данные записи будут вам полезны.
Думаю, разжевал все плотно и по полочкам. Если остались вопросы — welcome.
Не забываем про волшебные кнопочки «нравится\поделиться» — вам не сложно, мне приятно)
Всем бобра и ровных дорог!