Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По процентному содержания цинка латуни разделяют на:
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Отжиг меди и латуни.Полезные советы.
Зарегистрирован: 22.06.2010
Сообщения: 20546
| brx.jpg | |
| Описание: | |
| Размер файла: | 69.19 KB |
 Последний раз редактировалось: ydarnik (Fri Nov 01, 2013 13:51:56), всего редактировалось 1 раз | |
| Профиль Профиль на аукционе |
Зарегистрирован: 22.06.2010
Сообщения: 20546
| Профиль Профиль на аукционе |
Зарегистрирован: 12.01.2012
Сообщения: 932
| Профиль Профиль на аукционе |
Зарегистрирован: 16.02.2010
Сообщения: 476
Зарегистрирован: 27.01.2011
Сообщения: 1991
Зарегистрирован: 27.01.2011
Сообщения: 1991
Зарегистрирован: 29.12.2017
Сообщения: 209
Как закалить латунь: Упрочнение латуни — методы и способы — Технологи и технологии
Термическая обработка цветных сплавов :: Технология металлов
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕДИ И ЛАТУНИ
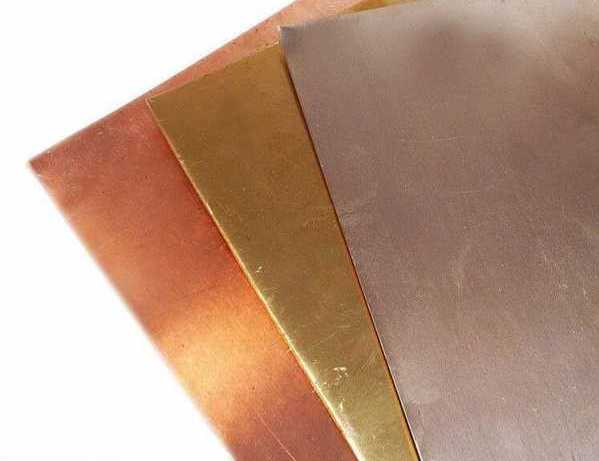
Медь.
Это наиболее распространенный в технике и промышленности цветной металл, обладающий высокой пластичностью, теплопроводностью и электропроводимостью. На основе меди образовывают технические сплавы — латунь и бронзу.
Медь применяют для производства листов, ленты, проволоки методом холодной деформации. В процессе деформации она теряет пластичность и приобретает упругость. Потеря пластичности затрудняет прокалку, протяжку и волочение, а в некоторых случаях делает невозможной дальнейшую обработку металла.
Для снятия иагартовки или наклепа и восстановления пластических свойств меди проводят рекристаллизационный отжиг по режиму: нагрев до температуры 450—500° С со скоростью 200—220° С/ч, выдержка в зависимости от конфигурации и массы изделия от 0,5 до 1,5 ч, охлаждение на спокойном воздухе. Структура металла после отжига состоит из равноосных кристаллов, прочность σв=190 МПа, относительное удлинение δ = 22%. 
Латунь.
Сплав меди с цинком называют латунью. Различают двухкомпонентные (простые) латуни, состоящие только из меди, цинка и некоторых примесей, и многокомпонентные (специальные) латуни, в которые вводят еще один или несколько легирующих элементов (свинец, кремний, олово) для придания сплаву тех или иных свойств.
Двухкомпонентныелатуни в зависимости от способа обработки подразделяют на деформируемые и литейные.
деформируемые двухкомпонентные латуни (Л96, Л90, Л80, Л63 и др.) обладают высокой пластичностью и хорошо обрабатываются давлением, их используют для изготовления листов, ленты, полос, труб, проволоки и прутков разного профиля.
Литейные латуни применяют для отливки фасонных деталей. В процессе холодной обработки давлением двухкомпонентные латуни, как и медь, получают наклеп, вследствие которого возрастает прочность и падает пластичность. Поэтому такие латуни подвергают термической обработке — рекристаллизационному отжигу по режиму: нагрев до 450—650° С, со скоростью 180—200° С/ч, выдержка 1,5—2,0 ч и охлаждение на спокойном воздухе.
Латунные изделия с большим внутренним напряжением в металле подвержены растрескиванию. При длительном хранении на воздухе на них образуются продольные и поперечные трещины. Чтобы избежать этого, изделия перед длительным хранением подвергают низкотемпературному отжигу при 250—300° С.
Наличие в многокомпонентных (специальных) латунях легирующих элементов (марганца, олова, никеля, свинца и кремния) придает им повышенную прочность, твердость и высокую коррозионную стойкость в атмосферных условиях и морской воде. Наиболее высокой устойчивостью в морской воде обладают латуни, легированные оловом, например ЛО70-1, ЛА77-2 и ЛАН59-3-2, получившие название морской латуни, их применяют в основном для изготовления деталей морских судов.
По способу обработки специальные латуни подразделяют на деформируемые и литейные.  Деформируемые латуни используют для получения полуфабрикатов (листов, труб, ленты), пружин, деталей часов и приборов. Литейные многокомпонентные латуни применяют для изготовления полуфабрикатов и фасонных деталей методом литья (гребные винты, лопасти, детали арматуры и т.п.). Требуемые механические свойства специальной латуни обеспечивают термической обработкой их, режимы которой приведены в таблице. Для получения мелкого зерна перед глубокой вытяжкой деформируемые латуни для листов, лент, полос подвергают отжигу при температуре 450—500° С.
Деформируемые латуни используют для получения полуфабрикатов (листов, труб, ленты), пружин, деталей часов и приборов. Литейные многокомпонентные латуни применяют для изготовления полуфабрикатов и фасонных деталей методом литья (гребные винты, лопасти, детали арматуры и т.п.). Требуемые механические свойства специальной латуни обеспечивают термической обработкой их, режимы которой приведены в таблице. Для получения мелкого зерна перед глубокой вытяжкой деформируемые латуни для листов, лент, полос подвергают отжигу при температуре 450—500° С.
Режимы термической обработки специальных латуней *
Темпера тура нагрева, °С
* Охлаждающая среда — воздух. 
ТЕРМИЧЕСКОЕ УПРОЧНЕНИЕ БРОНЗЫ
Бронза — сплав меди с оловом, свинцом, кремнием, алюминием, бериллием и другими элементами. По основному легирующему элементу бронзы разделяют на оловянные и безоловянные (специальные), по механическим свойствам — на деформируемые и литейные.
Деформируемые оловянные бронзы марок Бр.ОФ8-0,3, Бр.ОЦ4-3, Бр.ОЦС4-4-2,5 выпускают в виде прутков, лент, проволоки для пружин. Структура этих бронз состоит из α-твердого раствора. Основным видом термической обработки бронз является высокий отжиг по режиму: нагрев до 600—650° С, выдержка при этой температуре в течение 1—2 ч и быстрое охлаждение. Прочность после отжига σ
Литейные оловянные бронзы марок Бр.  ОЦ5-5-5, Бр.ОСНЗ-7-5-1, Бр.ОЦСЗ,5-7-5 используют для изготовления антифрикционных деталей (втулок, подшипников, вкладышей и др.). Литейные оловянные бронзы подвергают отжигу при 540—550° С в течение 60—90 мин.
ОЦ5-5-5, Бр.ОСНЗ-7-5-1, Бр.ОЦСЗ,5-7-5 используют для изготовления антифрикционных деталей (втулок, подшипников, вкладышей и др.). Литейные оловянные бронзы подвергают отжигу при 540—550° С в течение 60—90 мин.
Безоловянные бронзы Бр.5, Бр.7, Бр.АМц9-2, Бр.КН1-3 идругие марки имеют высокую прочность, хорошие антикоррозионные и антифрикционные свойства. Из этих бронз изготовляют шестерни, втулки, мембраны и другие детали. Для облегчения обработки давлением бронзы подвергают гомогенизации при 700—750° С с последующим быстрым охлаждением. Отливки, имеющие внутренние напряжения, отжигают при 550° С с выдержкой 90—120 мин.
Двойные алюминиевые бронзы подвергают закалке и отпуску по режиму: нагрев под закалку до 880—900° С со скоростью 180—200° С/ч, выдержка при этой температуре 1,5—2 ч, охлаждение в воде; отпуск при 400—450° С в течение 90—120 мин. Структура сплава после закалки состоит из мартенсита, после отпуска—из тонкой механической смеси; прочность бронзы σ в = 550МПа, δ = 5%, твердость НВ 380—400.
Бериллиевая бронза Бр.Б2 — сплав меди с бериллием. Уникальные свойства — высокая прочность и упругость при одновременной химической стойкости, немагнитность и способность к термическому упрочнению — все это делает бериллиевую бронзу незаменимым материалом для изготовления пружин часов и приборов, мембран, пружинистых контактов и других деталей.  Высокая твердость и немагнитность позволяют использовать бронзу в качестве ударного инструмента (молотки, зубила), не образующего искр при ударе о камень и металл. Такой инструмент применяют при работах во взрывоопасных средах. Бронзу Бр.Б2 закаливают при 800—820° С с охлаждением в воде, а затем подвергают искусственному старению при 300—350° С. При этом прочность сплава σ
Высокая твердость и немагнитность позволяют использовать бронзу в качестве ударного инструмента (молотки, зубила), не образующего искр при ударе о камень и металл. Такой инструмент применяют при работах во взрывоопасных средах. Бронзу Бр.Б2 закаливают при 800—820° С с охлаждением в воде, а затем подвергают искусственному старению при 300—350° С. При этом прочность сплава σ
ТЕРМИЧЕСКОЕ УПРОЧНЕНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ
Деформируемые алюминиевые сплавы разделяют на неупрочняемые термической обработкой и упрочняемые. Кнеупрочняемым алюминиевым сплавам относят сплавы марки АМц2, АМг2, АМгЗ, имеющие невысокую прочность и высокую пластичность; их применяют для изделий, получаемых глубокой вытяжкой, упрочняют холодной обработкой давлением (нагартовкой).
Наиболее распространены сплавы, упрочняемые термической обработкой. К ним относят дюралюминий марок Д1, Д16, Д3П, в состав которых входят алюминий, медь, магний и марганец. Основными видами термического упрочнения дюралюминия являются закалка и старение. Закалку проводят при 505—515° С с последующим охлаждением в холодной воде. Старение применяют как естественное, так и искусственное. При естественном старении сплав выдерживают в течение 4—5 сут, при искусственном — 0,8—2,0 ч; температура старения — не ниже 100—150°С; прочность после обработки σ Β = 490 МПа, 6=14%. Сплавы Д1 и Д16 применяют для изготовления деталей и элементов строительных конструкций, а также изделий для летательных аппаратов.
Авиаль (АВ, АВТ, АВТ1)—это деформируемый сплав, обладающий более высокой пластичностью, свариваемостью и коррозионной стойкостью, чем дюралюминиевые; подвергают закалке в воде при 515—525° С и старению: сплавы АВ и АВТ — естественному, сплав АВТ1 — искусственному при 160° С с выдержкой 12—18 ч. Применяют авиаль для производства листов, труб, лопастей винтов вертолетов и т. п.
Высокопрочные (σв=550-700 МПа) алюминиевые сплавы В95 и В96 имеют меньшую пластичность, чем дюралюминий. Термическая обработка этих сплавов заключается в закалке при 465—475° С с охлаждением в холодной или горячей воде и искусственном старении при 135—145° С в течение 14—16 ч. Применяют сплавы в самолетостроении для нагруженных конструкций, работающих длительное время при 100—200° С.
Ковочные алюминиевые сплавы марок АК1, АК6, АК8 подвергают закалке при 500—575° С с охлаждением в проточной воде и искусственному старению при 150—165° С с выдержкой 6—15 ч; прочность сплава σΒ = 380-460 МПа, относительное удлинение δ = 7-10%.
Литейные алюминиевые сплавы называют силуминами. Наиболее распространены термически упрочняемые сплавы марок АЛ4, АЛ6 и АЛ20 Отливки из сплавов АЛ4 и АЛ6 закаливают при 535—545° С с охлаждением в горячей (60—80° С) воде и подвергают искусственному старению при 175° С в течение 2—3 ч; после термической обработки σв=260 МПа, δ = 4-6%, твердость НВ 75—80. Для снятия внутренних напряжений отливки из этих сплавов отжигают при 300° С в течение 5—Ю ч с охлаждением на воздухе. Жаропрочные сплавы марок АЛ 11 и АЛ20, идущие для изготовления поршней, головок цилиндров, топок котлов, работающих при 200—300° С, подвергают закалке (нагрев до 535—545° С, выдержка при этой температуре в течение 3—6 ч и охлаждение в проточной воде), а также стабилизирующему отпуску при 175—180° С в течение 5—10 ч; после термической обработки σв=300-350 МПа, δ=3-5%.
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАГНИЕВЫХ И ТИТАНОВЫХ СПЛАВОВ
Магниевые сплавы.
Основными элементами в магниевых сплавах (кроме магния) являются алюминий, цинк, марганец и цирконий. Магниевые сплавы делят на деформируемые и литейные.
Деформируемые магниевые сплавы марок МА1, МА8, МА14 подвергают термическому упрочнению по режиму: нагрев под закалку до 410—415° С, выдержка 15—18 ч, охлаждение на воздухе и искусственное старение при 175° С в течение 15—16 ч; после термообработки σΒ = 320
430 МПа, δ = 6-14%. Сплавы МА2, МАЗ и МА5 термической обработке не подвергают; их применяют для изготовления листов, плит, профилей и поковок.
Химический состав литейных магниевых сплавов(МЛ4, МЛ5, МЛ12 и др.) близок к составу деформируемых, но пластичность и прочность литейных сплавов значительно ниже. Это связано с грубой литейной структурой сплавов Термическая обработка отливок с последующим старением способствует растворению избыточных фаз, сконцентрированных по границам зерен и повышению пластичности и прочности сплава.
Особенностью магниевых сплавов является малая скорость диффузионных процессов (фазовые превращения протекают медленно), что требует большой выдержки под закалку и старение. По этой причине закалка сплавов возможна только на воздухе. Старение литейных магниевых сплавов проводят при 200—300° С; под закалку их нагревают до 380—420° С; после закалки и старения σв = 250-270 МПа.
Магниевые сплавы можно применять, как жаропрочные, способные работать при температурах до 400° С. Вследствие высокой удельной прочности магниевые сплавы широко применяют в авиации, ракетостроении, автомобильной и электротехнической промышленности. Большим недостатком магниевых сплавов является низкая стойкость против коррозии во влажной атмосфере.
Титановые сплавы.
Титан является одним изважнейших современных конструкционных материалов; обладает высокой прочностью, повышенной температурой плавления (1665° С), малой плотностью (4500 кг/м 3 ) и высокой коррозионной стойкостью даже в морской воде. На основе титана образовывают сплавы повышенной прочности, широко применяемые в авиации и ракетостроении, энергомашиностроении, судостроении, химической промышленности и других областях промышленности. Основными добавками в титановых сплавах являются алюминий, молибден, ванадий, марганец, хром, олово и железо.
Титановые сплавы марок ВТ5, ВТ6-С, ВТ9 и ВТ16 подвергают отжигу, закалке и старению. Полуфабрикаты (прутки, поковки, трубы) из сплава, дополнительно легированного оловом (ВТ5-1), проходят рекристаллизационный отжиг при 700—800° С в целях снятия наклепа. Листовые титановые сплавы отжигают при 600—650° С. Длительность отжига поковок, прутков и труб составляет 25—30 мин, алистов — 50—70 мин.
Высоконагруженные детали из сплава ВТ14, работающие при температуре 400° С, закаливают с последующим старением по режиму: температура закалки 820—840° С, охлаждение в воде, старение при 480—500° С в течение 12—16 ч; после закалки и старения: σв=1150-1400 МПа, 6 = 6—10%, твердость HRC56—60.
Источник:
Николаев Е.Н., Коротин И.М. Термическая обработка металлов токами высокой частоты М.: Высшая школа, 1984.
Отжиг, закалка и термическая обработка латуни от поставщика Авек Глобал
Некоторые темы по термообработке меди, латуни и титана с Чипмейкера
ООО ВПО ПромМеталл http://bronza555.ru/
[email protected] +7-903-798-09-70 (звоните!)
Складскую справку можно скачать здесь
Аналогичная тема по бронзе здесь
ТО меди на мелкое зерно
Таковая проблема. Работаем мы с листами меди М1, российскими. Толщина, если важно, 5-8мм. С ними проводится специфическая механическая обработка, сочетание резания и обработки давлением.
Сравнивали обработку на российской меди и на американской, последняя показала % на 25-30 лучшие результаты по, скажем так, степени деформации до разрушения. Американскую взяли с готового изделия.
Замерили твёрдость-65HB против 90 у нашей. Ок, отожгли нашу (670, выдержка прим. 45мин, в воду)-твёрдость 47, отлично! Пробуем обрабатывать, ничего не поменялось. Значит, дело не в твёрдости.
Руководитель сказал, что по виду деформированной поверхности-зерно у нашей шибко больше (на американской деформированная поверхность намного более гладкая). Шлиф делать не пробовали.
Возникла собственно задача провести ТО нашей любимой М1 для получения мелкого зерна перед обработкой. Что подскажете, специалисты? Исходная, повторюсь-обычный катанный лист М1, 5-8мм, твёрдость порядка 90HB.
Для попробовать в наличии обычная муфельная печь до 1.200гр. Твёрдость, как показали эксперименты, нас не очень волнует-так что если после ТО на мелкое зерно она вдруг вырастет, это не сильно страшно.
отжиг медной проволоки
Как отжечь медную трубку? Чтобы размягчить.
Нужно раззенковать медную трубку- для машины. Нужный диаметр есть, но она старая- не б/у, просто долго лежала. Хочу отжечь. Обычно отжигал и давал спокойно остыть. Но мне сказали, что именно медь лучше опустить в воду- мол, железо так закаливается, а медь наоборот становится мягче.
Максимальная Твердость для нержавейки
латунь ЛС59 снижение твердости
никто не сталкивался с проблемой как снизить твердость у ЛС59, чтобы она стала похожей к примеру на ЛС63. При какой температуре ее лучше отжечь?
Помогите новичку советом. Много вопросов.
Решил заняться пайкой твердыми припоями — латунь Л63. Столкнулся с такой проблемой. Паяю болт и гайку обычные метизные. и после нагрева и пайки. это примерно 1000 градусов. болт и а гайка становятся мягкими, отпускаются. Что можно с этим сделать?
Помогите равномерно нагреть латунный профиль
При протяжке латунной полосы через несколько фильеров получается профиль, в сечении похожий на букву»Т». Габаритные размеры примерно 6х6 мм. Длина около 2 метров.
Как равномерно нагреть профиль, чтобы снять наклеп?
Помогите как лучше отжечь латуни Л 63
Отжигали латунь л63 в камерной печи при температуре 800 градусов 1 час.Из 4 прутков у 3 расплавилась середина а концы нормальные,Латунь не стала мягкой.По прутку появились трещины,чем это можно объяснить.Хотя до этого все было нормально
Отжиг и пластическая деформация латуни.
Более десяти лет занимаюсь изготовлением спортивных медалей, но есть вопросы с которыми постоянно сталкиваясь, окончательных ответов на них, так и не выяснил.. может кто поможет? вот один из них..
Для повышения пластичности, при прессовании латунную заготовку необходимо отжечь.. и тут начинается самое интересное..
На данный момент пользуюсь таким рецептом отжига латуни Л63 (экспериментальным путём выведенный):
Прогрев в печи до t=560 C, выдержка 1- 1,5 часа, остывание на воздухе (пробовал и в воду)..
При одинаковых параметрах (марка латуни, режим ТО) на выходе совершенно разный результат.
В одном случае все «чики-пуки».. латунь становится «мягкой», легко деформируется и имеет ровную зеркально-гладкую поверхность(соответствующую «зеркалу» штампа).
В другом варианте, вроде всё так-же.. «мягкая»(пластичная), только там, где должно быть «зеркало», появляется лёгкий, еле заметный «целлюлит-апельсиновая корка».. вроде мелочь, но жуть как не приятно
Может кто сталкивался с подобной задачей, в чём суть проблемы и как она решается?
Интересует — температура, время выдержки при нагреве и время (способ) остывания..
Недавно поднимал этот вопрос на фоуме Ганза.. получил совет сократить время выдержки в печи и охлаждение в воде… попробовал вроде работает, но является ли это 100% правильным не знаю?
Так-же есть ли возможность «вылечить» «зараженные целлюлитом»(не правильным ТО) латунные заготовки?
Понравилось это:
Похожее
Термическая обработка дюралюминия и латуни
источник
Термическая обработка дюралюминия
Термическая обработка дюралюминия заключается в закалке и отжиге.
Дюралюминий обладает способностью изменять свои механические качества в зависимости от теплового режима обработки.
Закаливание дюралюминия, или, как иначе называют, «облагораживание», применяется для повышения его прочности. Процесс закалки состоит в нагреве до температуры 500-510° С, выдержка в нагретом состоянии, причем время выдержки зависит от толщины материала, и охлаждении в воде.
Таблица «Время выдержки дюралюминия при закалке»
| Толщина материала, мм |
| Металл | Точка плавления ( o C) | |||||||
|---|---|---|---|---|---|---|---|---|
| Admiralty Brass | Алюминий | 660 | ||||||
| Алюминиевый сплав | 463-671 | |||||||
| Алюминиевая бронза | 1027-1038 | |||||||
| Сурьма | 630 | |||||||
| 12126 | Бериллий Медь | 865-955 | ||||||
| Висмут | 271.4 | |||||||
| Латунь, красный | 1000 | |||||||
| Латунь, желтый | 930 | |||||||
| Кадмий | 321 | |||||||
| Хром | 1084 | |||||||
| Мельхиор | 1170-1240 | |||||||
| Золото, 24K чистое | 1063 | |||||||
| Hastelloy C | 1320-1350 | 1390-1425 | ||||||
| Иридий | 2450 | |||||||
| Кованое железо | 1482-1593 | |||||||
| Железо Серое литье | 1127-1204 | |||||||
| Свинец | 327.5 | |||||||
| Магний | 650 | |||||||
| Магниевый сплав | 349-649 | |||||||
| Марганец | 1244 | |||||||
| Марганцево-ртутная бронза12 | ||||||||
| Молибден | 2620 | |||||||
| Монель | 1300-1350 | |||||||
| Никель | 1453 | |||||||
| Ниобий (колумбий) | ||||||||
| Фосфор | 44 | |||||||
| Платина | 1770 | |||||||
| Плутоний | 640 | |||||||
| Калий | 63.3 | |||||||
| Красная латунь | 990-1025 | |||||||
| Рений | 3186 | |||||||
| Родий | 1965 | |||||||
| Рутений 1210 | 1411 | |||||||
| Серебро, монета | 879 | |||||||
| Серебро, чистое | 961 | |||||||
| Серебро, стерлинговое | 893 | |||||||
| Натрий | Натрий | 83 | ||||||
| Припой 50-50 | 215 | |||||||
| Сталь углеродистая | 1425-1540 | |||||||
| Сталь нержавеющая | 1510 | |||||||
| Тантал125 | 9012 9012 | |||||||
| Олово | 232 | |||||||
| Титан | 1670 | |||||||
| Вольфрам | 3400 | |||||||
| Уран | 1132 | Желтый | 932 | |||||
| Цинк | 419.5 | |||||||
| Цирконий | 1854 |
Золото, серебро и медь — давление и температура плавления
Механические свойства латуни | E-Z LOK
Автоматическая латунь, UNS C36000